- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

Zece minute pentru a citi și înțelege primerul de extrudare din aluminiu
2025-02-21
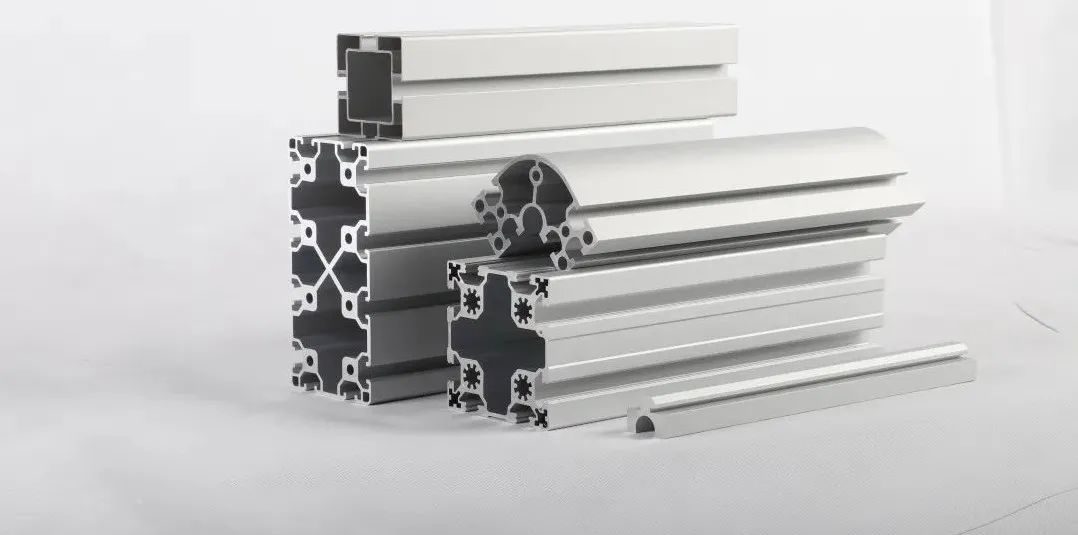
În primul rând, pentru a înțelege formarea de profiluri de aluminiu, adică lingouri de aluminiu sau bare prin cele trei procese de topire și turnare, extrudare și tratament de suprafață. Aceasta duce la profiluri de aluminiu cu diferite forme de secțiune transversală. Lungimea din aluminiu, bara de aluminiu, este cel mai primitiv material din toate profilurile de aluminiu, lungimea de 8-12 metri, cu un diametru de D90mm, D105mm, D120mm, D178mm cele patru tipuri, convențional intern este 6063 material.
1, turnarea este primul proces de producție de aluminiu, principalul proces pentru ingrediente, topire, turnare.
2 、 Extruziunea este mijlocul de modelare a profilului, mai întâi prin designul secțional pentru a crea o matriță, apoi folosiți extruderul pentru a extrage bara turnată rotundă încălzită de la matriță pentru a se forma.
3 、 Tratamentul de suprafață este tratamentul suprafeței profilului, în general utilizat în mod obișnuit este aluminiu anodizat, pentru a prezenta o suprafață de nisip, alb strălucitor și colorarea de oxidare a efectelor vizuale ale suprafeței.

Profilurile din aluminiu finisate pot fi împărțite în două categorii, una este profilurile de aluminiu arhitectural, utilizate în principal în viața noastră de zi cu zi, cum ar fi ușile și ferestrele din aluminiu, peretele perdelei din aluminiu în viața noastră pot fi văzute peste tot; Celălalt este profilurile industriale de aluminiu, utilizate în principal în producția și fabricarea industrială, cum ar fi utilaje și echipamente automate, scheletul capacului de protecție, precum și companii în funcție de cerințele proprii ale mașinilor și echipamentelor din mucegaiul personalizat, cum ar fi linia de asamblare transportoare, ascensoarele, machinele de dispensare, testarea echipamentelor, a rafturilor și pentru a, pe, industria electronică a mașinilor și cu curățarea camerei cu majoritatea.
Procesul de producție a profilului de aluminiu pe scurt :
Topirea și turnarea
Topirea și turnarea este primul proces de producție de aluminiu, principalul proces este:
(1) Ingrediente: în funcție de numărul H *** specific care trebuie produs, calculați cantitatea de diverse componente de aliaj care trebuie adăugate și se potrivesc în mod rezonabil cu diferitele materii prime.
(2) Topirea: Materiile prime vor fi potrivite în funcție de cerințele procesului pentru a se alătura topirii cuptorului de topire și prin intermediul mijloacelor de rafinare de deșeuri, descurajare a topiturii din zgură, gazul îndepărtat eficient.
(3) Turnarea: lichidul de aluminiu topit este răcit și turnat în diverse specificații ale tijelor de turnare rotunde prin intermediul unui sistem de turnare profundă în anumite condiții de proces de turnare.
Strângeți
Extruziunea este mijlocul de modelare a profilului. În primul rând, în conformitate cu proiectarea în secțiune a produsului de profil, fabricarea din matriță, utilizarea extruderului va fi încălzită bara turnată rotundă din formarea extrudării mucegaiului. Utilizat în mod obișnuit aliaj de grad 6063 utilizat, în extrudare, utilizați, de asemenea, un proces de stingere cu răcire cu aer și procesul său ulterior de îmbătrânire artificială, pentru a finaliza consolidarea tratamentului termic. Diferite note de aliaje armate tratabile termic au regimuri diferite de tratament termic.
Colorare (ne vom concentra mai întâi pe procesul de oxidare aici)
Oxidare: Profilul aliajului de aluminiu extrudat, rezistența sa la coroziune a suprafeței nu este puternică, trebuie să fie prin tratamentul cu suprafața de oxidare anodică pentru a crește rezistența la coroziune, rezistența la abraziune și apariția esteticii aluminiului.
www.zgmetalceiling.com
https://www.zgmetalceiling.com/c-channel-grid-system-rectangular-aluminum-metal-le-plailing.html
Principalele sale procese sunt:
(1) Pretratarea suprafeței: metode chimice sau fizice de curățare a suprafeței profilului, matrice pură goală, pentru a facilita achiziția unui film de oxid artificial complet, dens. Poate fi obținut și prin oglindă mecanică sau fără suprafață ușoară (mat).
(2) Oxidarea anodică: după pretratarea suprafeței profilului, în anumite condiții de proces, apare oxidarea anodică a suprafeței substratului, generând un strat de adsorbție densă, poroasă, puternică a stratului de film AL2O3.
(3) Sigilarea porilor: porii membranei poroase ale filmului de oxid poros generat după oxidarea anodică sunt închise, astfel încât filmul de oxid este anti-poluare, performanță rezistentă la coroziune și rezistentă la uzură este îmbunătățită. Filmul de oxid este incolor și transparent, folosind adsorbția puternică a filmului de oxid înainte de a sigda găurile, adsorbția și depunerea unor săruri metalice în găurile de membrană, care pot face ca aspectul profilului să arate culoarea (alb-argintiu), în afară de culoarea multor culori, cum ar fi: negru, bronz, aur și oțel inoxidabil.


